










硬脆材料の超精密加工(平成19年度研究概要)
1.実施内容
ガラスの延性モード切削に関する研究では、被削材(顕微鏡用スライドガラス:ソーダ石灰ガラス)、工具(超硬合金:K10、単結晶ダイヤモンド、バインダレスcBN)を使用してフライカットによる加工実験を行いました。その結果、切削力の測定からアップカットとダウンカットの加工特性、波形から加工状態の確認が可能となりました。各種工具材種による加工実験から、バインダレスcBNがガラス切削に最も適した工具でした。エアタービンスピンドル(バインダレスcBN工具)による加工実験では、良好な加工面粗さ(0.0314μRa)を得ました。
硬脆材料の微細穴加工方法として、ダイヤモンド工具による切削・研削加工、放電加工・レーザ加工・ブラスト加工などあるが、電着・焼結体・単結晶ダイヤモンド工具は工具寿命やコストなどの問題があり、また、放電加工・レーザ加工・ブラスト加工は加工精度や設備・設定が特殊であることが懸念されています。そこで、ガラス・セラミクスの高精度微細穴を安定かつ安価に実現する加工条件データの取得・公開を目的とし、ダイヤモンドコーティングドリルと一般的な工作機械(操作フライス盤に超精密高速スピンドルを付加)とによる石英ガラスの微細穴加工実験を行い、加工条件に関する基礎的なデータを取得しました。
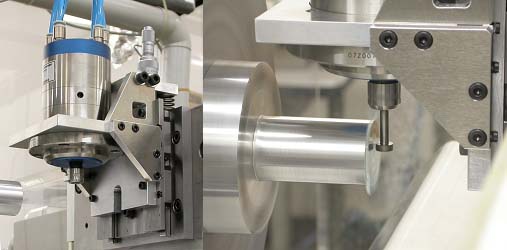
図1 実験装置(エアタービンスピンドル)
2.予想される事業実施効果
本研究によってガラスの切削加工実用化に向けて有益な知見を得ることができました。ガラス切削が実用化すると波及効果は光学機器だけではなく、幅広い分野に影響を与えると考えられます。ガラスのフライカットにおいて、最も適した工具材種はバインダレスcBNであることが確認できました。ガラス加工以外の硬脆材料加工へも本研究で得られた知見の応用は可能です。
石英ガラスのダイヤモンドコーティングドリルによる加工において、工具メーカのカタログに切削条件は掲載されているが、例えば加工穴出口のチッピングの抑制に関する情報は公開されておりません。本研究で得られた切削条件やノウハウを公開することによって、石英ガラスの微小径ドリル加工の初期条件としての利用が期待できます。
3.本事業により作成した印刷物等
<KSK-GH19-3> 加工技術高度化に関する研究報告書(平成20年3月)
口頭発表など
| No | 題目 | 発表者名 | 発表会名 | 発表日 |
|---|---|---|---|---|
| 1 | ガラスの延性切削に関する研究 | 飯塚 保 | 微細精密加工技術展(MMTS)2007 | H19,5,23~26 |
| 2 | 微小径ドリル加工技術に関する研究 | 浅倉 豊 | 微細精密加工技術展(MMTS)2007 | H19,5,23~26 |
| 3 | ガラスのフライカットによる延性切削 | 飯塚 保 | 基盤的生産技術研究会 加工と計測に関する研究会 |
H19,7,31 |
| 4 | 超音波波動テーブルによる微小径ドリル加工 | 浅倉 豊 | 基盤的生産技術研究会 加工と計測に関する研究会 |
H19,7,31 |
| 5 | 研磨レス レンズ金型用超精密旋盤の開発―第6報:フライカットによるガラスの切削力- | 飯塚 保 上野 滋 森田 昇 |
(社)精密工学会 | H19,9,12 |
| 6 | 超精密旋盤の開発とガラスの延性モードマイクロ切削への応用 | 飯塚 保 | インターモールド・テクニカルセミナー | H19,9,28 |
| 7 | 超精密旋盤の開発とガラスの延性モードマイクロ切削への応用 | 飯塚 保 | (社)精密工学会「微細加工と表面機能分科会」 | H20,1,25 |
| 8 | ガラスの延性モード切削に関する研究 | 飯塚 保 | (社)砥粒加工学会「賛助会員会テクノフェア2008」 | H20,2,15 |
| 9 | 微小径ドリル加工技術に関する研究 | 浅倉 豊 | (社)砥粒加工学会「賛助会員会テクノフェア2008」 | H20,2,15 |
| 10 | フライカットによるガラスの延性モード切削に関する研究(第一報)-工具材種による加工面への影響- | 飯塚 保 上野 滋 森田 昇 |
(社)精密工学会 | H20,3,17 |


